
How Factory Monitoring Systems Improve Productivity
Manufacturers today face increasing pressure to maximize output, reduce downtime, and maintain consistent product quality. To remain competitive, factories need complete visibility into their production operations. This is where a Factory Monitoring System becomes essential.
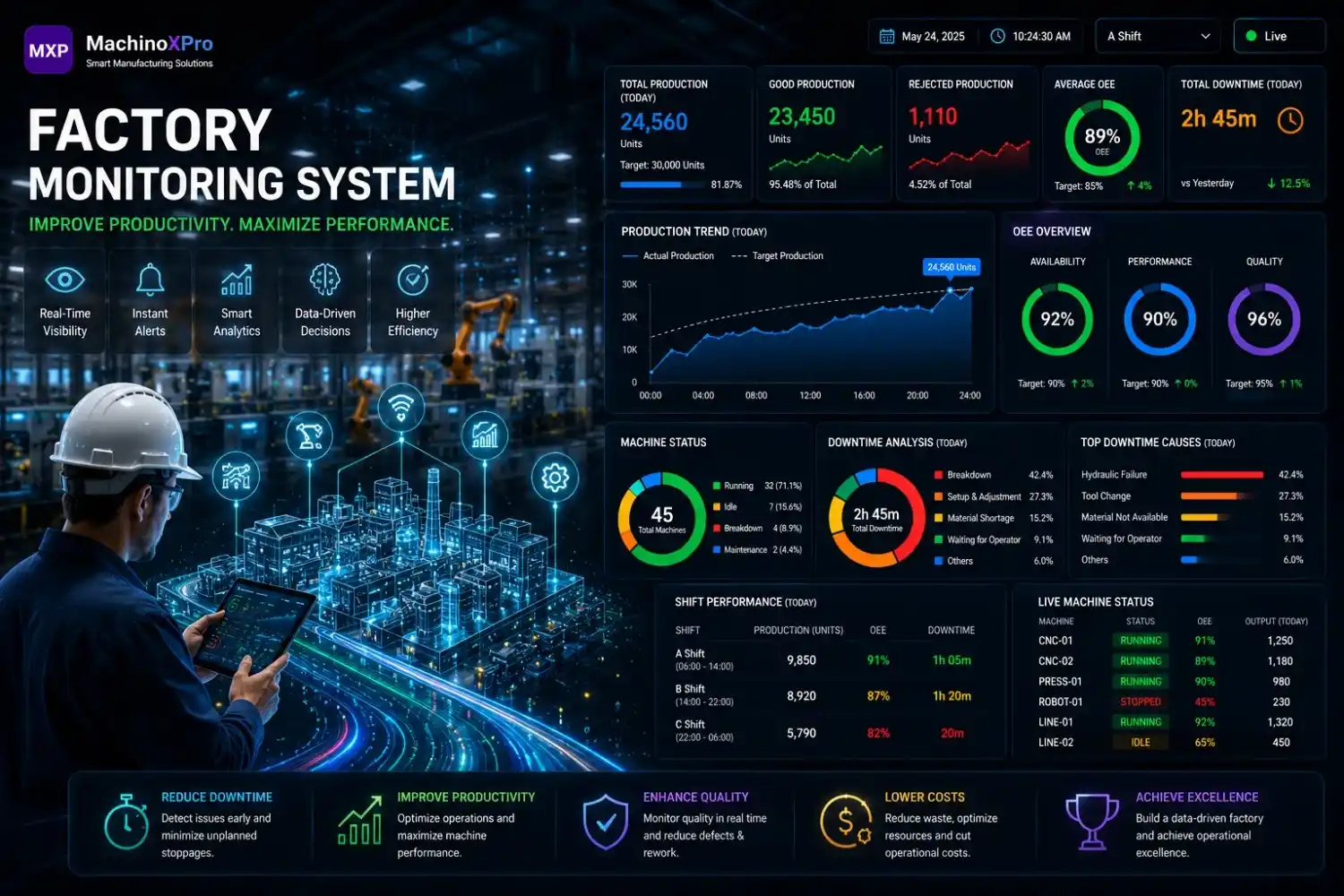
A factory monitoring system provides real-time insights into machine performance, production output, equipment utilization, and process efficiency. By collecting and analyzing live data from machines, sensors, and industrial equipment, manufacturers can identify inefficiencies, minimize losses, and improve overall productivity.
As Industry 4.0 and smart manufacturing continue to evolve, factory monitoring systems have become indispensable tools for achieving operational excellence.
What is a Factory Monitoring System?
A Factory Monitoring System is a digital solution that continuously monitors manufacturing operations by collecting data from machines, PLCs, sensors, and production equipment. The system transforms raw production data into meaningful insights that help organizations optimize performance and improve efficiency.
A factory monitoring system typically tracks:
- Machine status
- Production output
- Downtime events
- Cycle times
- Shift performance
- Overall Equipment Effectiveness (OEE)
- Quality metrics
- Resource utilization
With centralized dashboards and automated reporting, manufacturers gain complete visibility across the shop floor.
Why Productivity Matters in Manufacturing
Productivity directly affects profitability and competitiveness. Even minor inefficiencies can result in:
- Increased operational costs
- Missed production targets
- Lower machine utilization
- Quality issues
- Production delays
- Customer dissatisfaction
By implementing a factory monitoring system, manufacturers can continuously improve operations and maximize the performance of machines and workforce.
How Factory Monitoring Systems Improve Productivity
Real-Time Production Visibility
One of the biggest advantages of a factory monitoring system is complete production visibility.
Managers can monitor:
- Production lines
- Machine performance
- Production counts
- Downtime events
- Shift-wise efficiency
- Quality metrics
Real-time visibility enables quick responses to production issues and minimizes disruptions.
Reduced Machine Downtime
Unexpected downtime is one of the primary causes of productivity loss.
Factory monitoring systems provide:
- Instant machine status updates
- Breakdown alerts
- Downtime analysis
- Failure history
- Maintenance notifications
These capabilities help maintenance teams respond faster and reduce equipment downtime.
Improved Machine Utilization
Monitoring machine performance helps manufacturers ensure that equipment is operating efficiently.
Manufacturers can analyze:
- Running time
- Idle time
- Setup time
- Utilization percentage
Better utilization translates directly into higher production output and profitability.
Enhanced Overall Equipment Effectiveness (OEE)
Overall Equipment Effectiveness (OEE) is one of the most important metrics in manufacturing.
A factory monitoring system tracks:
Availability
Measures equipment uptime.
Performance
Compares actual speed with ideal speed.
Quality
Measures defect-free production.
Continuous OEE monitoring helps identify production losses and improve overall efficiency.
Faster Decision-Making
Traditional reporting methods often involve delays and inaccurate information.
Factory monitoring systems provide:
- Live dashboards
- Real-time alerts
- Automated reports
- Historical trends
These features allow managers to make informed decisions quickly and improve operational responsiveness.
Better Production Planning
Accurate production data helps organizations optimize schedules and resources.
Manufacturers can:
- Track production targets
- Forecast output
- Allocate resources effectively
- Reduce bottlenecks
Better planning improves productivity and customer satisfaction.
Increased Workforce Efficiency
Monitoring systems provide insights into operator performance and shift productivity.
Benefits include:
- Improved accountability
- Better labor utilization
- Enhanced shift analysis
- Reduced process delays
Efficient workforce management contributes to higher overall productivity.
Improved Quality Control
Quality issues lead to waste, rework, and increased costs.
Factory monitoring systems help manufacturers:
- Detect abnormalities early
- Monitor quality metrics
- Reduce defects
- Improve process consistency
Maintaining quality standards helps improve customer satisfaction and reduce losses.
Automated Production Data Collection
Manual reporting is time-consuming and prone to errors.
Automated data collection provides:
- Accurate production records
- Real-time information
- Improved traceability
- Reduced paperwork
Reliable data forms the foundation for continuous improvement initiatives.
Support for Predictive Maintenance
Advanced factory monitoring systems analyze machine behavior to predict potential failures.
Predictive maintenance helps:
- Reduce unplanned downtime
- Extend equipment life
- Lower maintenance costs
- Improve machine reliability
This proactive approach significantly enhances productivity.
Key Features of a Factory Monitoring System
An effective factory monitoring solution includes:
Real-Time Dashboards
Provide instant visibility into manufacturing operations.
Machine Status Monitoring
Track running, idle, breakdown, and maintenance conditions.
Production Tracking
Monitor production counts and efficiency.
OEE Analysis
Measure availability, performance, and quality.
Downtime Monitoring
Analyze production losses and machine failures.
Automated Reporting
Generate shift-wise, daily, and monthly reports.
Alerts and Notifications
Enable immediate response to abnormalities.
Historical Data Analysis
Identify trends and support process optimization.
Industries Using Factory Monitoring Systems
Automotive Manufacturing
Monitor assembly lines and maximize machine utilization.
Food and Beverage Industry
Ensure quality standards and improve throughput.
Pharmaceutical Manufacturing
Maintain regulatory compliance and optimize batch production.
Packaging Industry
Reduce downtime and increase output.
Textile Manufacturing
Track machine performance and production targets.
Electronics Industry
Improve quality and reduce production defects.
Factory Monitoring Systems and Industry 4.0
Industry 4.0 focuses on intelligent, connected, and data-driven manufacturing.
Factory monitoring systems support Industry 4.0 through:
- Industrial IoT connectivity
- Real-time production monitoring
- Smart dashboards
- Manufacturing analytics
- Predictive maintenance
- Automated reporting
These capabilities enable organizations to create highly efficient smart factories.
Best Practices for Implementing a Factory Monitoring System
Define Business Objectives
Identify goals such as reducing downtime or improving OEE.
Connect Critical Equipment
Prioritize machines that have the greatest impact on production.
Track Meaningful KPIs
Focus on metrics such as:
- OEE
- Downtime percentage
- Throughput
- Cycle time
- Machine utilization
Use Interactive Dashboards
Provide real-time visualization for operators and managers.
Integrate with Existing Systems
Ensure compatibility with:
- ERP systems
- MES platforms
- SCADA systems
- Industrial IoT devices
Promote Continuous Improvement
Use production insights to optimize processes and eliminate inefficiencies.
Future Trends in Factory Monitoring Systems
Modern monitoring systems are evolving with technologies such as:
Artificial Intelligence
AI enables smarter analytics and production optimization.
Predictive Maintenance
Machine failures can be anticipated before they occur.
Cloud-Based Monitoring
Managers can access production information remotely.
Digital Twins
Virtual factory simulations improve performance analysis.
Edge Computing
Real-time processing enables faster responses.
These technologies are shaping the future of smart manufacturing.
Conclusion
A Factory Monitoring System is a powerful tool that helps manufacturers improve productivity, reduce downtime, and optimize operations. By providing real-time visibility into production processes, these systems enable data-driven decision-making and continuous improvement.
As Industry 4.0 adoption accelerates, factory monitoring systems will continue to play a vital role in building efficient, connected, and intelligent manufacturing environments.
Organizations that invest in factory monitoring solutions gain higher productivity, better equipment utilization, and a stronger competitive advantage.
Frequently Asked Questions (FAQs)
What is a factory monitoring system?
A factory monitoring system is a software solution that tracks machine performance, production output, downtime, and operational efficiency in real time.
How does a factory monitoring system improve productivity?
It provides real-time visibility, reduces downtime, improves machine utilization, and supports data-driven decision-making.
What KPIs are monitored by factory monitoring systems?
Common KPIs include OEE, production output, cycle time, machine utilization, downtime percentage, and rejection rates.
How do factory monitoring systems support predictive maintenance?
They analyze machine performance data and detect patterns that indicate potential failures before they occur.
Which industries use factory monitoring systems?
Automotive, pharmaceutical, food processing, packaging, textile, and electronics industries commonly use factory monitoring systems.